新聞動態

工匠精神 智造精品
精密鈑金/CNC/龍門加工、靜(jìng)電噴塗一站式服務

- 業務熱(rè)線1:138-1671-3998
業務熱線2:181-9653-9596
工匠精神 智造精品
精密鈑金/CNC/龍門加工、靜(jìng)電噴塗一站式服務
新聞動態
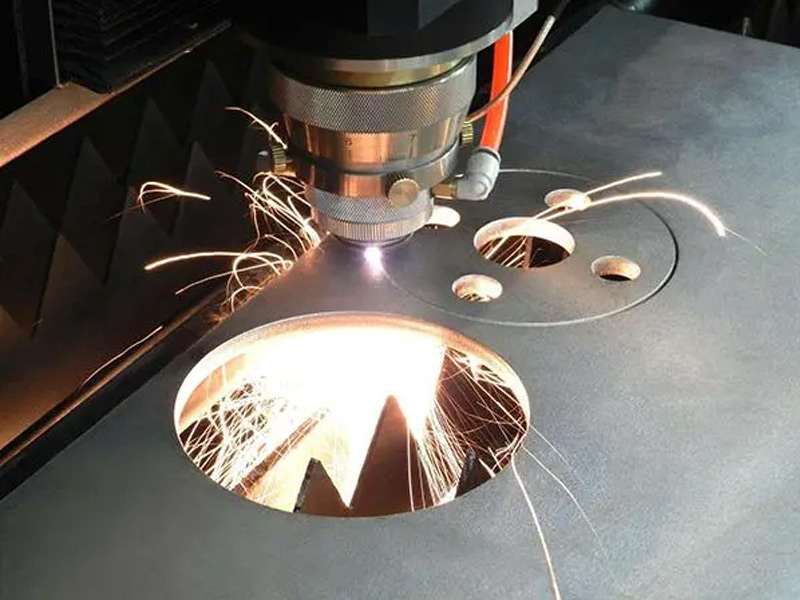
利用(yòng)高功率密度激光束照(zhào)射切割材(cái)料,材料可以快(kuài)速加熱到蒸發溫度,蒸(zhēng)發形成孔。隨著光束對(duì)材料的移動,孔的寬度不斷變窄(zhǎi)(例如0.1mm左右)切縫,完(wán)成材料切割。切割金屬材料以大(dà)功率為主。1、當前激光切割機(jī)在工業上應用(yòng)最大的切割能力碳鋼為36mm(鋼板(bǎn)質量較好,速度可達65…
在激(jī)光切割機的加(jiā)工工藝中,碳鋼(gāng)的截麵可以非常光(guāng)滑地切割,從而達到“鏡麵”的效果,俗稱“光麵切割”。光麵切割主(zhǔ)要用(yòng)於中厚碳鋼,如果鋼板太薄或太厚,就無法實現光麵切割。1、控製切割速度。如(rú)果切割速度過快,會導致材料燃(rán)燒不完全,工件無法通過切割。如果速(sù)度太慢…
在板材切割中,數控切割是常見的方法之一,所以在了解板材切割的同時,一定要了解切割方法(fǎ),這樣才能充(chōng)分(fèn)了解板(bǎn)材切割。因此,今天我們將解釋一些關於這方麵的知(zhī)識,這樣我們就可以在這方麵(miàn)有更多的知識和理解,增加我們的知識(shí)。當我們進行數控切割時,有時切割部件會變形…
隨著精(jīng)密鈑金的廣泛應用,鈑金零件的設計和編程已經成(chéng)為產品工業發展的重(chóng)要組成部分,機(jī)械工程師必須掌握鈑金零件的設計技巧。而精密鈑(bǎn)金外殼的加工(gōng)也有著更高(gāo)的標準。鈑金外殼的生(shēng)產標準如下1、結構精度:精度尺(chǐ)寸(cùn)規格(gé)本身就是鈑金(jīn)加工工藝最突出的特點之一,在這方麵,…
將精密鈑金加工技術的特點概括(kuò)為:精確(què)高精(jīng)度的加工(gōng)、自(zì)動化程度高、速度快、操作簡便、高效率。具體說明有以下幾點:1、鈑金加工功率密(mì)度大:即使熔點高,工件吸收(shōu)鈑金加工後溫度迅速升(shēng)高,熔化或蒸發(fā),高硬度和脆性(xìng)材料(例如陶瓷)金(jīn)剛石等)也可以用鈑金加工;2、鈑金加…
拉絲(sī)工藝是不鏽(xiù)鋼的(de)各類表麵處理工藝當中較為常用的一種,加(jiā)工出來的不鏽鋼板擁有(yǒu)著前衛的科技質感,很多時候我們看到的拉絲不鏽鋼都能夠清晰地顯現每一根(gēn)細微絲痕,從而使不鏽鋼啞光中泛(fàn)出細密的發絲光澤,就是(shì)這麽特別的絲狀(zhuàng)紋路卻是(shì)看得見摸不(bú)著,若是絲紋比較精細的話…
精密鈑金加工電焊焊接形變糾正:1、電焊焊接形變(biàn)緣故:電焊焊接前(qián)提前準備不夠,需提升工裝(zhuāng)夾具,電焊焊接夾具欠佳改進加工工藝,電焊焊(hàn)接次(cì)序不太(tài)好(hǎo)。2、電焊(hàn)焊接(jiē)形變糾正:火苗校準法,震動法。3、電焊(hàn)焊接缺少以及防(fáng)範措施:電弧焊接:抗壓強度不足可打突點,提升電焊…
機(jī)箱機(jī)櫃是一些電子(zǐ)、醫療、金融設備及小型機械設備的主要外殼,其質量好壞直接關(guān)係到整機的穩定性和安全(quán)性,而且精美的(de)設計和精密的(de)加工是提高整機產品外觀的重(chóng)要因素 。機箱機櫃鈑金件在製作過程中要經過剪板、衝孔、折彎成型、鉚接組(zǔ)裝等一(yī)係列工(gōng)序,其中有些對產品性…
精密鈑金加工整流器製(zhì)造(zào)商已經開始融入許多行業,整流器分為多種類型。鈑金支架功(gōng)能非常強大(dà),許多鈑金零件的特點需要在建(jiàn)模(mó)模塊下實現更繁瑣的操作過程(chéng)。不鏽鋼金屬板是一種加工工藝,金屬板到目前為止還沒有一個相對完整的(de)概念。根據國(guó)外期刊的定義,可以定義為:金屬板…
精密鈑(bǎn)金加工的(de)激光除(chú)了光源強之外(wài)沒有什麽特別的,不能對本質物體造成任何傷害。這次我們談論的激光是一把切鐵如泥的寶刀!它不是現代武器上的輔助瞄準(zhǔn)點,而是(shì)一個真正的高溫光源。當然,光源本身沒有溫度,但隻要一直射在物體上,就(jiù)能使物體自然,達到難以想象的高溫,…

鈑金加工(gōng)是一種常見(jiàn)加工方法,在工業上是必不可少的;是作業人(rén)員要熟練掌(zhǎng)握的(de)技能;同時是鈑金成形的重要(yào)的一道工(gōng)序。因此關於鈑金加工的這10個術語,你必 須要掌握喔!就算不做(zuò)鈑金也要知道!接下來由鈑金加工公司為您普及。1.剪料:由(yóu)材料經過剪板設(shè)備得來的不同形(xíng)狀的…
1、焊接應牢固可靠,零部(bù)件外表麵焊(hàn)料應到(dào)位填滿,不留縫隙(xì)。2、焊縫應整齊均勻(yún),不允許(xǔ)有裂縫、咬邊、豁口、燒穿等缺陷。夾渣、氣孔、焊瘤、凹坑等缺陷、外表麵應沒有,內表麵應不明顯(xiǎn)。3、焊接操作中不允許焊渣、電弧損傷零(líng)部件其(qí)他非焊接部位,特別是外部可見處。焊後…



電話:桂經理138-1671-3998;管經理185-5296-9596;管經理181-9653-9596;王(wáng)經理 186-2116-5858
地(dì)址:江蘇省南通市海安市恒澤路18號
服務區域覆蓋:上(shàng)海、江蘇(南通、蘇州、昆山、太倉、無錫、常州、南京)、浙江
