設計規範

工匠精神 智造精品
精密(mì)鈑金/CNC/龍門加工、靜電噴塗一站式服務

- 業務熱(rè)線1:138-1671-3998
業務熱線2:181-9653-9596
工匠精神 智造精品
精密(mì)鈑金/CNC/龍門加工、靜電噴塗一站式服務
設計規範
鈑金加工/秋葵视频网站可提供材料

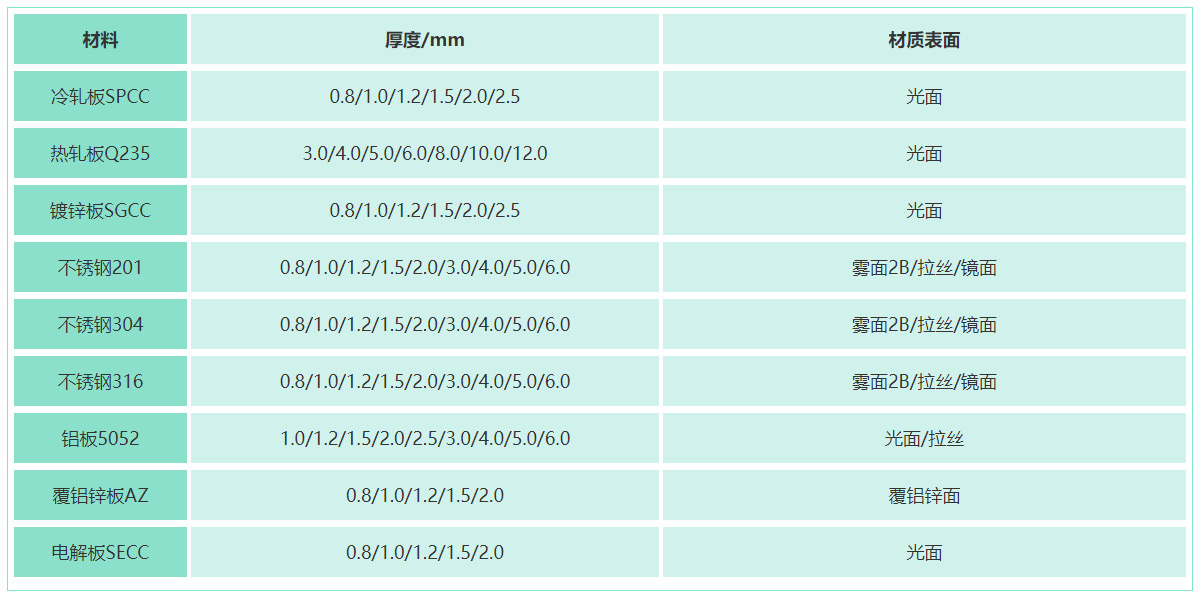
鈑金常用(yòng)材料性能簡介

冷軋板(俗(sú)稱冷板)
冷軋板硬度高,加工相對困難些,但是不易變(biàn)形,強度較高。主要采用低碳鋼(gāng)牌號,具有良好的冷彎和焊接性能,以(yǐ)及(jí)一定的衝壓性能(néng),通過冷軋,可以得到厚度更薄、精(jīng)度更高的冷軋(zhá)帶鋼和鋼(gāng)板,平直度高、表麵光潔度高、表麵清潔光亮、易於進(jìn)行塗鍍加工、品種多,用途廣,同時(shí)具有衝壓(yā)性能高、屈服點低(dī)的(de)特點。

熱軋板(熱(rè)軋鋼板)
熱軋板強(qiáng)度相對(duì)較低,表麵質(zhì)量差(chà)點(有氧化\光(guāng)潔度低),但塑性好,一般(bān)為中厚板,冷軋板:強(qiáng)度(dù)高(gāo)\硬度高,表麵(miàn)光潔度高,一般為薄板, 可以作為衝壓用(yòng)板。機(jī)械性能遠不及冷加工,也次於鍛(duàn)造加工,但有較好的韌性和延展性。
鍍鋅板
鍍鋅鋼板是為防止鋼(gāng)板表麵遭受腐蝕(shí)延(yán)長其使用壽命,在鋼(gāng)板表麵(miàn)塗以一(yī)層金屬鋅,這種塗鋅的鋼板稱為鍍鋅板。 具有良好的外觀,不得有對產品使用(yòng)有害的缺陷,如無鍍、孔洞、破裂以及浮渣、超過鍍厚(hòu)、擦傷、鉻酸汙垢、白(bái)鏽等。

201不鏽鋼
201不(bú)鏽鋼材具有、拋光無氣泡、無針孔等特點,是生產各種表殼(ké)、表帶底蓋優(yōu)質材料等,主要(yào)用於淺拉伸的製品,抵擋一般腐蝕的能(néng)力201不鏽鋼板主要用於高溫應用,高溫應用(yòng)要求材料有強(qiáng)的抗敏化性,以(yǐ)防止在較低溫度的粒間腐蝕。
304不鏽鋼(通用型號,亦稱18/8不鏽鋼)
具有良好的耐蝕性、耐(nài)熱性,低溫強度和機械特性;衝壓、彎曲(qǔ)等熱加工性好,無(wú)熱(rè)處理硬化現象(xiàng)(使用溫度-196℃~800℃)。在大氣中耐腐蝕, 如果是工業性氣氛或重汙染地區,則需要及時清潔以避免(miǎn)腐蝕。適合用於食品的加工、儲存和(hé)運輸。具有良好的(de)加(jiā)工性能(néng)和可焊(hàn)性。 304不鏽鋼為國家認可的食品級不鏽鋼。

316不鏽鋼
耐蝕性、耐大(dà)氣腐蝕性和高溫(wēn)強度特別好,可在苛酷的條件下使用;加工硬化性優(無磁性);高溫強度(dù)優秀;固溶狀態無磁性;冷軋產品外觀光澤度好,漂亮;相對304不鏽鋼,價格較高。316不鏽鋼(gāng)因添加Mo元素,使其耐蝕性、和高溫(wēn)強度有較大的提高,耐(nài)高溫可達到1200-1300度。
5052鋁板(亦稱“防鏽鋁板”)
鎂是5052合(hé)金鋁板中(zhōng)主要的合金元素(sù),是應用最(zuì)廣的一種防鏽鋁,這種合金的強度高,特別是具有抗疲勞(láo)強度:塑性與耐腐蝕性高,不能熱處理強化,在半冷作(zuò)硬(yìng)化時(shí)塑性尚好,冷作硬化時塑性低,耐腐蝕好,焊接性良好,可切削性能不良,可拋光。

H62(即四六黃銅)黃銅板
平均含銅量為62%的普通黃銅,有良(liáng)好的力學性能,熱態下塑性好,冷態下塑性也可以,切削性好,易釺焊和焊接,耐蝕,但易產生腐蝕破裂。此外價格(gé)便宜,是應用廣泛的一個普通黃銅品種。可(kě)做各種深拉(lā)深和彎折製造的受力零件。
激光切(qiē)割與數控衝床




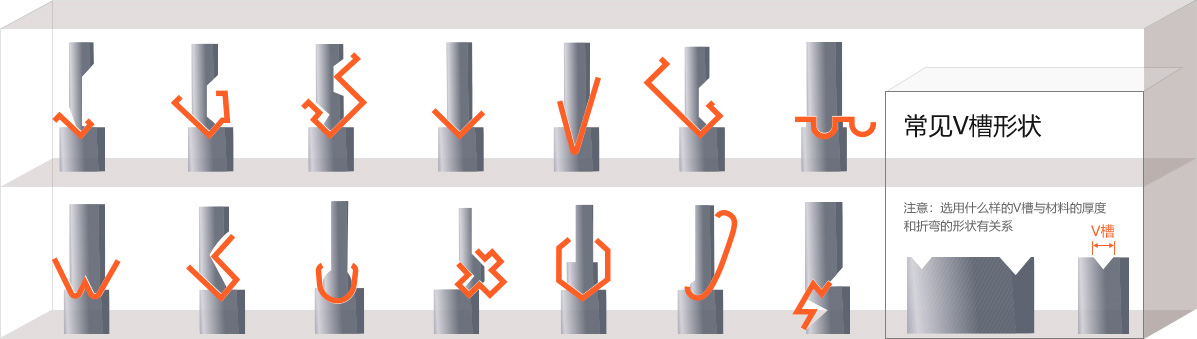
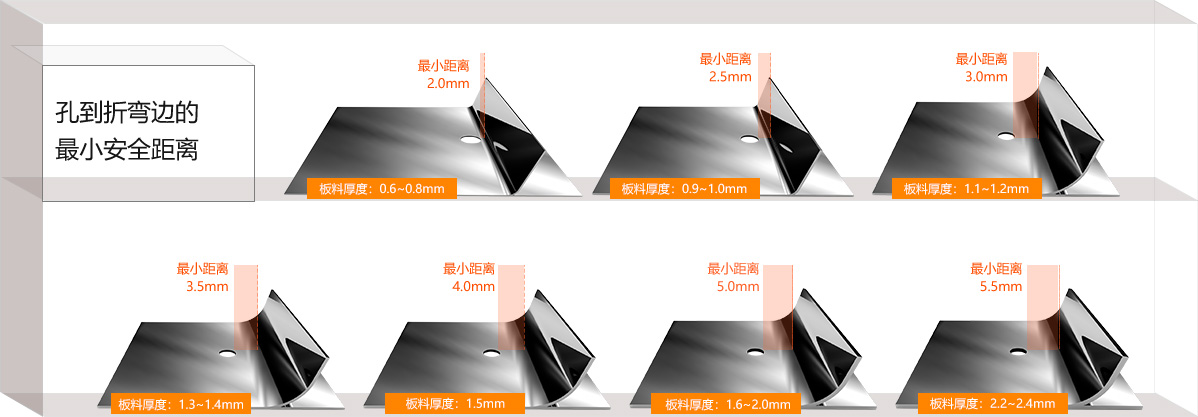
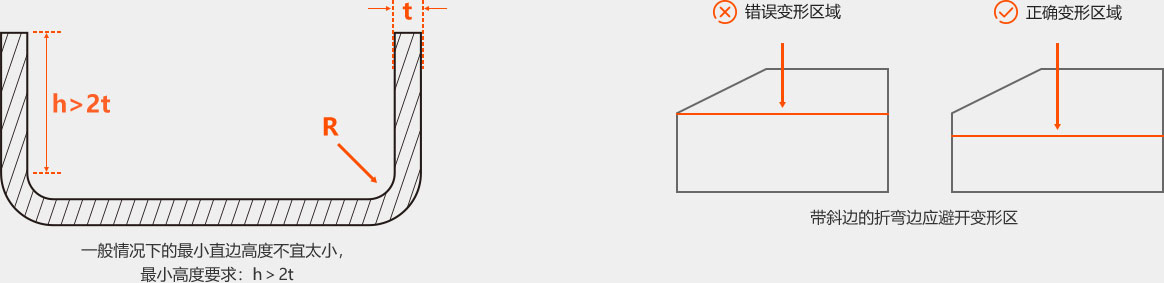
折彎工藝

焊接工藝

氬弧焊機
主要針(zhēn)對不鏽鋼(gāng),鍍鋅板,薄鐵板,鋁板的焊接

二氧化碳保護(hù)焊
主要針對一些厚鐵板,以及大的(de)機箱加焊

逆變氬弧焊機
目前主要針對鋁板焊接

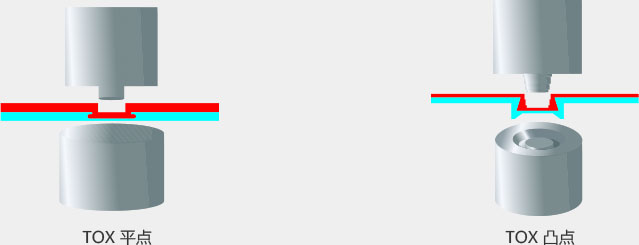
碰焊機
冷焊板對板無縫碰焊

種焊螺釘機
主要針對箱體和把(bǎ)板材平麵(miàn)種焊螺柱


常見表麵處理

電鍍
通過化學反應,在材料表麵(miàn)附上一層其他金屬,用來增加金屬的防腐蝕性(xìng)能,且能達到一定的(de)美化外觀作用,是常用的一種(zhǒng)表麵處理方式,如:電鍍鋅,電鍍鎳等。

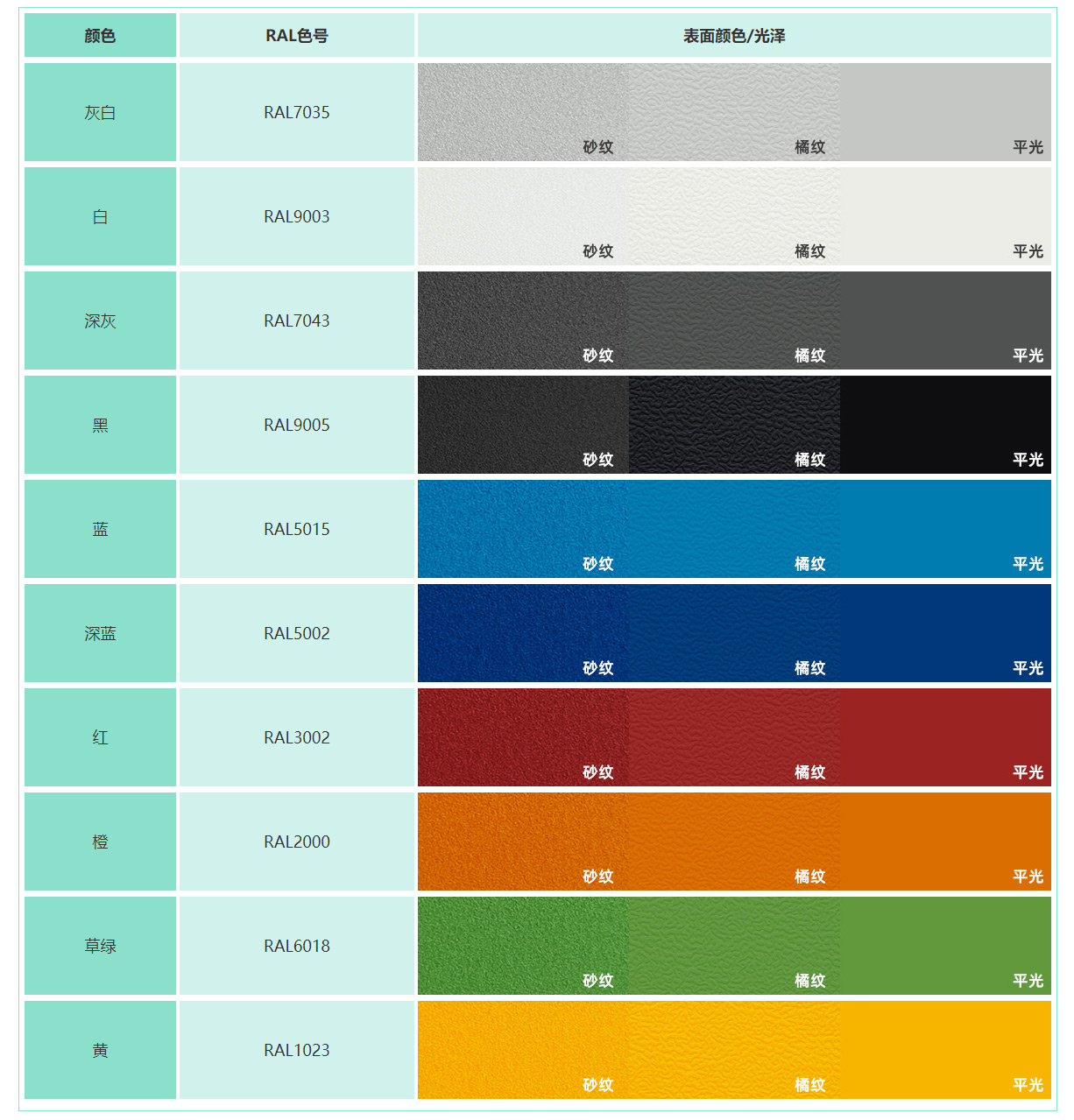
噴塗
通過噴塗,高(gāo)溫烘烤等(děng)方式,在材料表麵噴上一層各種顏(yán)色的塗料,用來美化外觀,且能增加材料的防(fáng)腐蝕性能,是常用的表(biǎo)麵處(chù)理方式,一般有液體烤漆和粉體烤漆兩種(zhǒng),其中粉體(tǐ)烤漆最常見。烤漆表(biǎo)麵是不導電的。

絲印
在材料表麵絲印各種標識的工(gōng)藝(yì),一般有(yǒu)平板絲印和移印兩種方式,主要(yào)原理與照相機菲林成像(xiàng)原理一樣,也是一個曝光的過程。平板絲印主要用於一(yī)般平麵上。但如果遇上有較深的凹坑的地方,就需要用(yòng)到移印。

表麵拉絲
將材料放在拉絲機的(de)上下滾輪之間,滾輪(lún)上附(fù)著有砂帶,通過電機帶動,讓材料通過上下(xià)砂帶,在材料表麵拉出一道道(dào)痕跡,根據砂帶的不同,痕跡粗細也不相同,主要作用是美化外觀。一般都是鋁材才考慮用拉絲的表麵處理方式。

噴砂
通(tōng)過噴砂機的風力將砂粒打到工件表麵上,在工件(jiàn)表麵形成一層密布的凹坑,主要(yào)作用是去除工件表麵的髒汙,增加工件表麵的附著力,為後續表麵處理方式做準備,在我們公司不常用。

氧化
將工件表麵的金屬氧化,在工件表麵形成(chéng)一層致密的保(bǎo)護膜,增加工件(jiàn)的防腐蝕性。一般有導電氧(yǎng)化和陽極氧(yǎng)化兩種方式,是一種常用的表麵處理方式,如散熱器表麵的陽極氧化。(可(kě)以有不同的顏色)
電話:桂經理138-1671-3998;管經理185-5296-9596;管經理181-9653-9596;王(wáng)經理 186-2116-5858
地址:江蘇省南通市海安市恒澤路18號
服務區域覆蓋:上(shàng)海、江蘇(南(nán)通、蘇州、昆山、太倉、無錫、常州、南京)、浙江



